Measuring Crude Oil Vapor Pressure Off Line and On Line precisely and reliably according to ASTM Single Expansion Method D6377-16
NOTE 1—This test method is suitable for the determination of the vapor pressure of crude oils at temperatures from 0 °C to 100 °C and pressures up to 500 kPa, but the precision and bias statements may not be applicable.
This test method allows the determination of vapor pressure for crude oil samples having pour points above 0 °C.
The values stated in SI units are to be regarded as standard. No other units of measurement are included in this standard.
D6377 determines the vapor pressure of crude oils and crude oil blends by a single expansion method covering a wide range of samples and experimental conditions.
A precise determination of the vapor pressure of crude oils is a valuable diagnostic tool to:
_ Optimize the best route for their refining strategic programs.
_ Assist in determining the hazards associated with their storage and transportation especially by rail.
_ And finally, to bring the final product into specifications to maximize their commercial value.
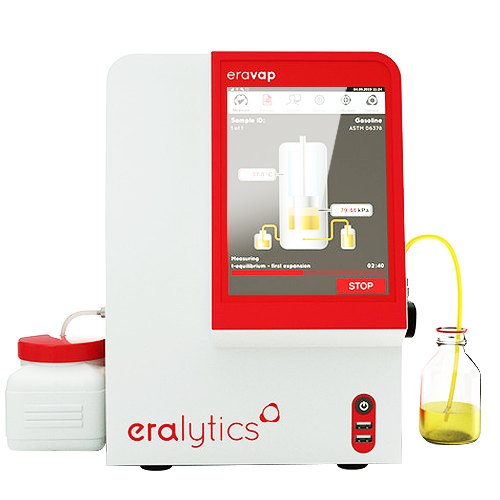
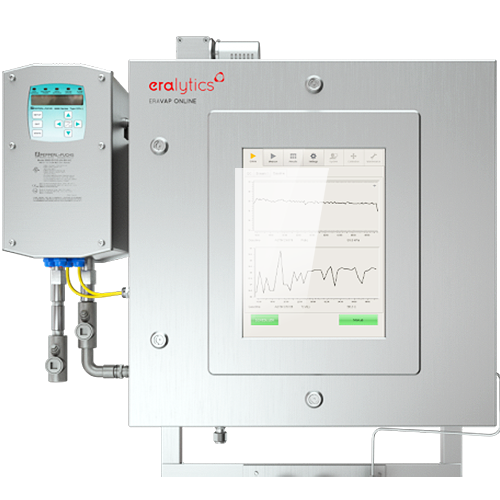
Eralytics Eravap analyzer by means of its unique design and sophisticated piston-based measurement principle, guarantees precise, and accurate experimental results on the bench or Online for dead and live crude oils in 5 minutes….
Referenced Documents
ASTM Standards:
D323 Test Method for Vapor Pressure of Petroleum Products (Reid Method)
D2892 Test Method for Distillation of Crude Petroleum (15-Theoretical Plate Column)
D3700 Practice for Obtaining LPG Samples Using a Floating Piston Cylinder
D4057 Practice for Manual Sampling of Petroleum and Petroleum Products
D4177 Practice for Automatic Sampling of Petroleum and Petroleum Products
D5191 Test Method for Vapor Pressure of Petroleum Products (Mini Method)
D5853 Test Method for Pour Point of Crude Oil: VPCRx (Expansion Method)
D6377 Test Method for Determination of Vapor Pressure of Crude Oils
D6708 Practice for Statistical Assessment and Improvement of Expected Agreement Between Two Test Methods that Purport to Measure the Same Property of a Material
Terminology
platinum resistance thermometer, n—temperature measuring device constructed with a length of platinum wire, whose electrical resistance changes in relation to temperature.
vapor-liquid ratio (V/L), n—the ratio of the vapor volume to the liquid volume of specimen, in equilibrium, under specified conditions.
Definitions of Terms Specific to This Standard:
dead crude oil, n—crude oil with sufficiently low vapor pressure that, when exposed to normal atmospheric pressure at room temperature, does not result in boiling of the sample.
Discussion—Sampling and handling of dead crude oils can usually be done without loss of sample integrity or other problems by using normal, non-pressurized sample containers such as cans.
live crude oil, n—crude oil with sufficiently high vapor pressure that it would boil if exposed to normal atmospheric pressure at room temperature.
Discussion—Sampling and handling live crude oils requires a pressurized sample system and pressurized sample containers to ensure sample integrity and prevent loss of volatile components.
Reid vapor pressure equivalent (RVPE), n—a value calculated by a defined correlation equation (see Eq X1.1) from VPCR4 at 37.8 °C that is expected to be equivalent to the vapor pressure value obtained by Test Method D323.
Discussion—The estimation of RVPE from Eq X1.1 is not universally applicable to all crude oils, it is recommended to report the VPCR4 (38.7 °C) result for a crude oil sample.
vapor pressure of crude oil (VPCR x), n—the pressure exerted in an evacuated chamber at a vapor-liquid ratio of X:1 by conditioned or unconditioned crude oil, which may contain gas, air or water, or a combination thereof, where X may vary from 4 to 0.02.
Abbreviations:
ARV, n—accepted reference value
RVPE, n—Reid vapor pressure equivalent
V/L, n—vapor liquid ratio
VPCRx, n—vapor pressure of crude oil at x vapor liquid ratio
Summary of Test Method
The vapor pressure described below faithfully follows the ASTM D6377. Please consult the current version of this standard test method for more details.
Employing a measuring chamber with a built-in piston, a sample of known volume is drawn from the sample container into the temperature-controlled chamber at 20 °C or higher.
After sealing the chamber, the volume is expanded by moving the piston until the final volume produces the desired V/L value. The temperature of the measuring chamber is then regulated to the measuring temperature.
After temperature and pressure equilibrium, the measured pressure is recorded as the VPCRX of the sample. The test specimen shall be mixed during the measuring procedure by shaking the measuring chamber to achieve pressure equilibrium in a reasonable time of 5 min to 30 min.
For results related to Test Method D323, the final volume of the measuring chamber shall be five times the test specimen volume and the measuring temperature shall be 37.8 °C.
Significance and Use
Vapor pressure of crude oil at various V/Ls is an important physical property for shipping and storage.
NOTE 2—A V/L ratio of 0.02:1 (X = 0.02) mimics closely the situation of an oil tanker.
Vapor pressure of crude oil is important to crude oil producers and refiners for general handling and initial refinery treatment.
The vapor pressure determined by this test method at a vapor-liquid ratio of 4:1 (VPCR4) of crude oil at 37.8 °C can be related to the vapor pressure value determined on the same material when tested by Test Method D323.
Chilling and air saturation of the sample prior to the vapor pressure measurement is not required.
This test method can be applied in online applications in which an air saturation procedure prior to the measurement cannot be performed.
Apparatus
The apparatus suitable for this test method employs a small volume, cylindrically shaped measuring chamber with associated equipment to control the chamber temperature within the range from 0 °C to 100 °C. The measuring chamber shall contain a movable piston with a minimum dead volume of less than 1 % of the total volume at the lowest position to allow sample introduction into the measuring chamber and expansion to the desired V/L. A static pressure transducer shall be incorporated in the piston. The measuring chamber shall contain an inlet/outlet valve combination for sample introduction and expulsion. The piston and the valve combination shall be at the same temperature as the measuring chamber to avoid any condensation or excessive evaporation.
The measuring chamber shall be designed to have a total volume of 5 mL to 15 mL and shall maintain a V/L of 4:1 to 0.02:1. The accuracy of the adjusted V/L shall be within 0.01.
NOTE 3—The measuring chambers employed by the instruments used in generating the precision and bias statements were constructed of nickel plated aluminum, stainless steel and brass with a total volume of 5 mL Measuring chambers exceeding a 5 mL capacity and different design can be used, but the precision and bias statement may not be applicable.
The pressure transducer shall have a minimum operational range from 0 kPa to 500 kPa with a minimum resolution of 0.1 kPa and a minimum accuracy of ±0.5 kPa. The pressure measurement system shall include associated electronics and readout devices to display the resulting pressure reading.
Electronic temperature control shall be used to maintain the measuring chamber at the prescribed temperature within ±0.1 °C for the duration of the test.
A platinum resistance thermometer shall be used for measuring the temperature of the measuring chamber. The minimum temperature range of the measuring device shall be from 0 °C to 100 °C with a resolution of 0.1 °C and an accuracy of ±0.1 °C.
The vapor pressure apparatus shall have provisions for rinsing the measuring chamber with the next sample to be tested or with a solvent of low vapor pressure.
The vapor pressure apparatus shall have provisions for shaking the sample during the measuring procedure with a minimum frequency of 1.5 cycles per second.
Vacuum Pump for Calibration, capable of reducing the pressure in the measuring chamber to less than 0.01 kPa absolute.
McLeod Vacuum Gage or Calibrated Electronic Vacuum Measuring Device for Calibration, to cover at least the range of 0.01 kPa to 0.67 kPa. The calibration of the electronic measuring device shall be regularly verified in accordance with Annex A of Test Method D2892.
Pressure Measuring Device for Calibration, capable of measuring local station pressure with an accuracy and a resolution of 0.1 kPa or better, at the same elevation relative to sea level as the apparatus in the laboratory.
NOTE 4—This standard does not give full details of instruments suitable for carrying out this test. Details on the installation, operation and maintenance of each instrument may be found in the manufacturer’s manual.