Measuring Gasoline Reid Vapor Pressure On-Line: An essential and reliable tool to increase profits in Gasoline Blending Operations
Introduction
The determination of the Reid Vapor Pressure (RVP) in finished gasoline and other fossil fuels is without a doubt the starting point in their product characterization1. Finished gasolines are products blended from a series of fractions that range from straight distillates, ethanol, and other oxygenates to streams from different catalytic conversion processes. This complex yet fundamental refinery operation is illustrated in Figure 1.
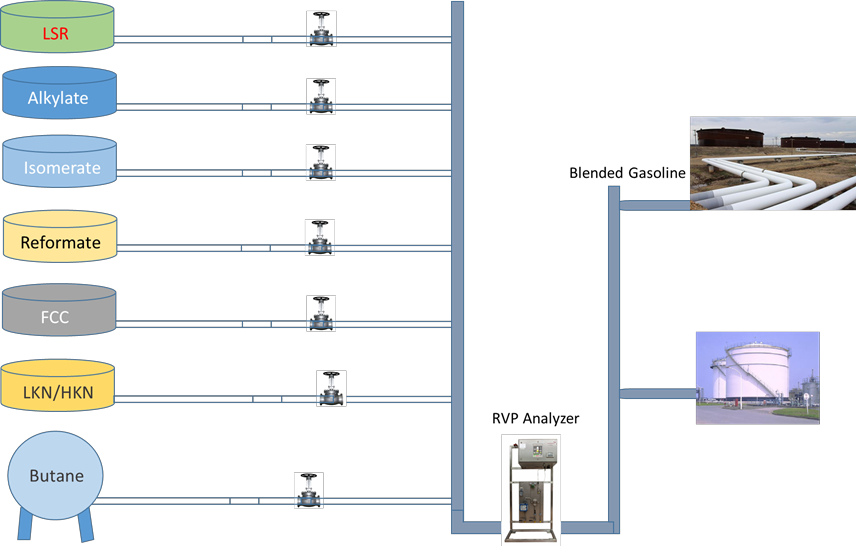
Figure 1. The Gasoline Blending Process
Refiners are faced with an enormous challenge, especially in on-line blending operations, as they must observe the different quality grades to comply with federal regulations. Additionally, they must also observe seasonal specifications, keeping in focus the optimum use of the components to increase profitability in terms of produced volumes and avoid unnecessary quality giveaways. These giveaways can represent an average figure of around 0.5 US$/barrel, which can surmount to a loss of hundreds of millions of dollars per year for producers. In terms of octane numbers, if the specification is set to 87.0, then 0.1 octane giveaway represents approximately 1,000,000 US$ for every 100,000 barrels of crude oil processed. Considering the competitive nature and narrow margins of the refinery business, this can easily translate to bankruptcy for the company.
In short, the greater refiners’ blending flexibility, the greater the profitability of their commercializing strategies. To illustrate the importance of RVP in gasoline blending economics, refiners aim at producing the optimum RVP value without going outside specifications. When blended with gasoline, a barrel of n-butane that costs US$ 7/barrel can be sold for 25$/barrel. This $18 profit makes the blending process absolutely critical in optimizing refinery operations.
However, another important factor not to be overlooked in terms of profitability is the reliability of the analytical equipment used in determining quality parameters. Nowadays, in-line blending is a computer-controlled process that monitors not only the final properties of the gasoline, but also the stock inventories and their respective physical properties. Many of these quality parameters fail to display a linear behavior, so when operators are limited to Linear Programming models to produce maximum final volumes of products, results are less than ideal. Any adjustments to the operations to avoid losses must then also be performed spontaneously, taxing operators as speed and accuracy of analyses are stressed.
In attempts to increase the butane concentration to maximize the final volume of blended gasoline, the refiner also faces an additional challenge in incorporating compressed gases into liquid mixtures. RVP measurements2 and the advantages of ERAVAP ONLINE in gasoline blending deserve special consideration in this process.
Liquified Gases Into Liquid Fuel Blending Process
While a simple process theoretically, introducing LPG’s into a liquid fuels requires some imperative considerations. First among these is that the downstream process or storage is not designed for gaseous fuels. Therefore, a system which allows straight LPG’s to slip through will produce environmental and safety consequences. Floating roofs, flares, vapor recovery systems, and mechanical vents are all typically incapable of handling even moderate amounts of Petroleum Gas.
Flow measurement errors and other inaccuracies can produce significant volumes of products off-specification. A blend system should ensure a rapid homogenization both to prevent downstream phase separation and to provide for a representative sample to the analyzers. Just a few steps are required to ensure the LPGs remain in their liquid state.
First, an LPG transfer pump is essential. It is common to use positive displacement pumps of the sliding vane type to transfer LPG’s. However, the vacuum capabilities of such pumps can produce a phase change in these gases, which may not return to a liquid state prior to injection. Further, cavitation created vibrations can wreak havoc on the downstream piping and instruments. To solve this problem, operators can either carefully monitor the pump’s vacuum level and manipulate the pump speed, or, more ideally, the system can employ a centrifugal pump, such as a vertical turbine, which has limited vacuum characteristics.
Second, the use of a Coriolis mass flowmeter for measuring the LPG is a given. These meters provide crucial density information, which is used by the control system to detect the gaseous phase. The control system is then directed to perform a corrective action, as needed. To avoid vapor lock conditions, the blend system should include an automated valve to direct the gaseous LPG from the injection point back to the storage tank through a vapor line.
Once the liquid phase is assured in the transfer line, flow control valves are used to proportion the LPG. The system may use two valves in parallel to allow for 100:1 turn down ratios, if required. This allows each valve to operate within the 10:1 range, ensuring maximum precision. Placement of one or two automated ball valves prior to entry into the liquid fuel or crude line eliminates the threat of bleeding.
Next, the system must produce a homogenous mechanical bond with the liquid fuel prior to being exposed to the reduced pressures found downstream. A simple and low cost static mixer is most common for producing this bond, however, these mixers have limitations in the form of both a pressure drop as well as a minimum velocity requirement. In this case, the use of a jet mixer is ideal. Jet mixers utilize recirculation pumps, drawing fluid from downstream and returning it upstream through a mixing nozzle. The mixing nozzle creates enough turbulence to ensure the homogeneity necessary for the bond.
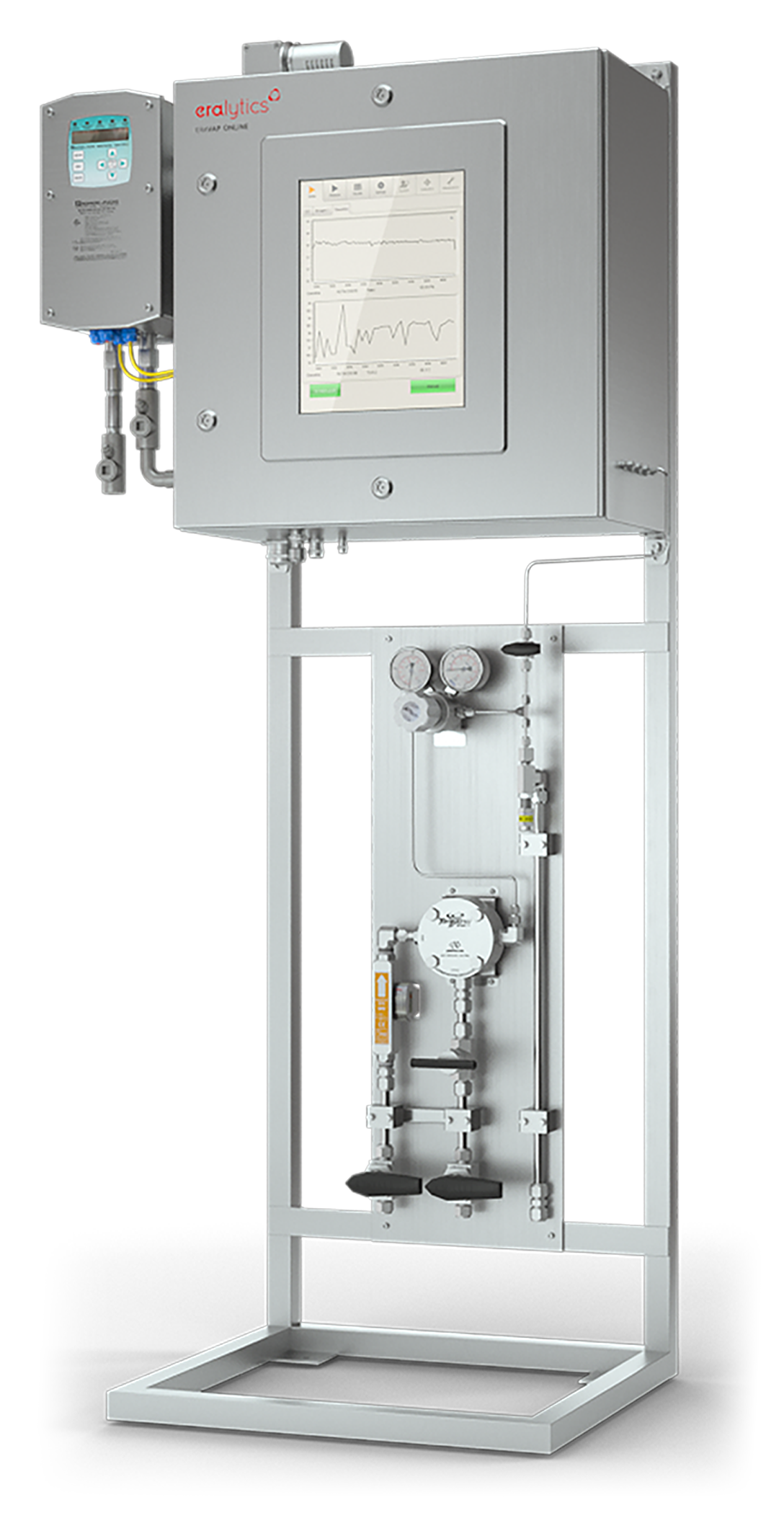
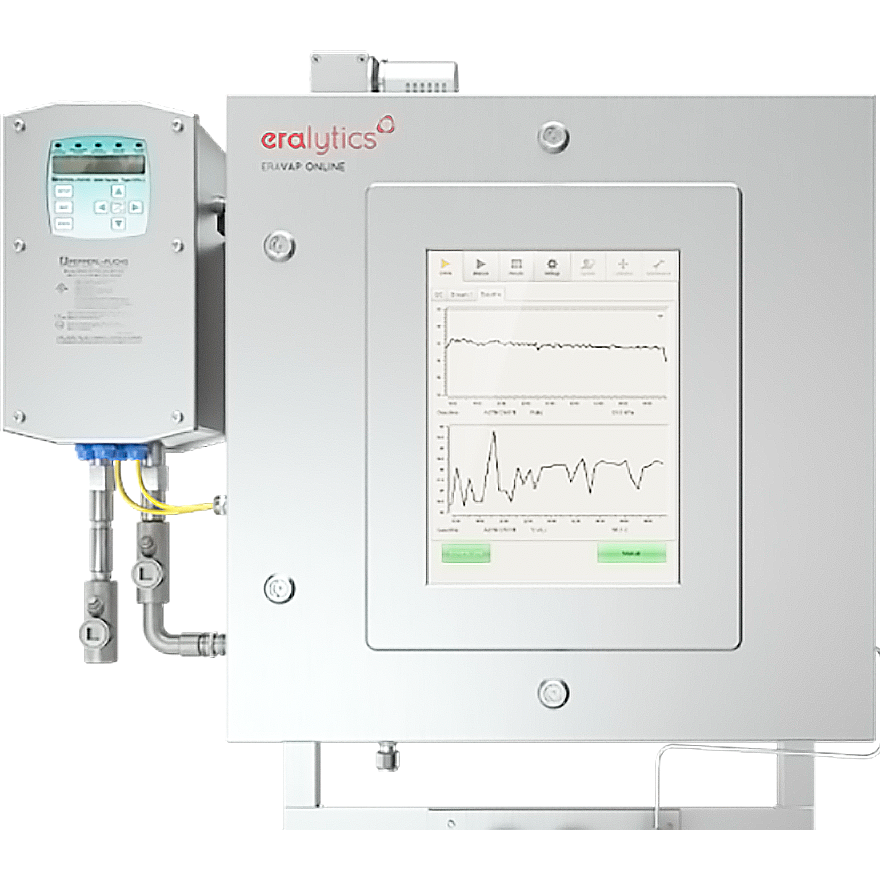
Figure 2. Eravap Online
Once the blended product is free of gas, it can be analyzed for conformance to the desired vapor pressure. The blend system requires a fast loop that extracts the product through a quill and delivers it to the analyzer. If a jet mixer is used, then this is used as the fast loop. Otherwise an additional pump extracts the blended product, delivering it to the analyzer through a swirl filter and pressure-reducing regulator.
With a homogenous single phase product and a representative sample, targeting a specific RVP requires a time-consuming, multi-step mathematical procedure. Estimations of the final vapor pressure are conventionally calculated according to formulas detailed in any number of studies3.
The use of an RVP analyzer simplifies and hastens the entire gasoline blending process. The analyzer removes the necessity for prolonged conventional modeling; the automated control system easily and accurately calculates the blend ratio by first targeting a value of 75% of the desired pressure, with the final value being the sum of the RVPs of the LPG and Gasoline multiplied by the respected mass ratio.
Once the resultant blend is analyzed, the LPG is gradually increased to achieve the target RVP. Each step change in the LPG proportion is determined by measuring the effect of the previous step’s change’s on the RVP. These step changes are limited by the control system to ensure that the blended vapor pressure never exceeds the proposed limit.
Figure 2. ERAVAP Online, available through Ayalytical Instruments Refiners adhere to a general understanding that online blending operations are less risky when they can be performed quickly and in small batches. The ERAVAP ONLINE vapor pressure analyzer, shown in Figure 2, is an RVP analyzer available through Ayalytical Instruments that not only reduces blending operation risks, but increases measurement accuracy. ERAVAP ONLINE, with its fast, reliable results, ensures in spec gasoline blendstocks4, allowing for rapid production at a fraction of the cost. Inaccurate flow measurements and unreliable RVP determinations among other important quality parameters cause the product to be segregated in Off-Specifications tanks demanding cost intensive hours to upgrade it. This vapor pressure analyzer guarantees compliance with the EPA 40 CFR 80 D protocol for Tier III Reformulated Gasoline that establishes the RVP parameter, in Section 80.27, to be evaluated by a highly stable, precise, and accurate instrument. ERAVAP ONLINE easily meets this performance-based measurement criteria for precision and accuracy.
Experimental Results
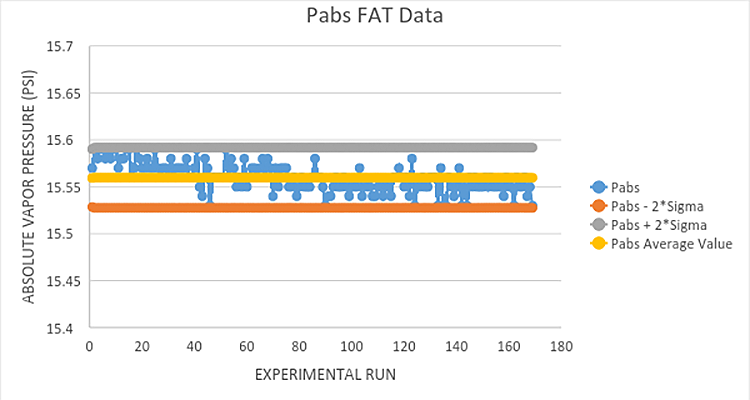
Figure 3. FAT ERAVAP ONLINE Data dispersion
The stability of ERAVAP ONLINE is illustrated in Figure 3, which displays the results after an FAT over 180 continuous measurements for a period of 1.5 days. Figure 3 illustrates that all experimental values fall within two standard deviations for all replications. The rest of the parameters outlined via D6378 are listed in Table 1 below. ERAVAP results are clearly within the recommended instrument specifications stated in D6378.
| Pabs | Ptot | DVP (ASTM) | DVP (EPA) | |
| ASTM D6378 Average (psi) | 15.56 | 16.02 | 15.41 | 15.54 |
| STDEV | 0.015 | 0.038 | 0.02 | 0.02 |
| %RSD | 0.10 | 0.24 | 0.104 | 0.104 |
Table 1. ASTM specifications.
Conclusions
ERAVAP ONLINE is an innovative, reliable, versatile and easy to operate RVP-testing instrument that reduces manual labor and error while increasing efficiency and profitability. Its triple expansion, hot swappable cells are stable and effortlessly configurable. The instrument is fully controllable via Modbus (TCP or RTU) or Touch Display for convenient remote or on-site operation. Furthermore, ERAVAP ONLINE provides for maximum productivity, allowing operators to simultaneously manage three streams, view eight control charts, and analyze 10 samples per hour. ERAVAP ONLINE is designed to process crude oils and all types of fuels. Fully ATEX certified, it guarantees full compliance with ASTM StandardsD6377, D6378, and D6897, and is versatile enough to correlate with standards D323, D5188, D5191, and EN 13016. The durable design of ERAVAP ONLINE satisfies the demands of fast-paced laboratories, with continuous 24/7 operation and minimal downtime during calibration, operation, and preventive maintenance. Its Piston-based measurement principle negates the need for an external vacuum pump, thereby eliminating associated vapor lock issues. The built-in sensors render astounding repeatability values within 0.3 kPa and reproducibility within 0.7 kPa at a pressure resolution of 0.01 kPa, providing a distinct advantage over conventional standard methods. The enhanced precision and accuracy of ERAVAP ONLINE optimizes blending operations by reducing quality giveaways, thereby increasing refiner profits.
References
- ASTM D6378 Annual Bok of Standards Vol. 05.03 January 2016
- ASTM D6897 Annual Book of Standards vol. 05.03 January 2016
- W. E. Stewart, “Predict RVP of Blends Accurately,” Petroleum Refiner (now Hydrocarbon Processing), Vol. 38, No. 6, June 1959, pp. 231 – 234.
- G. Potten. The Art of Blending. Accuracy and Efficiency. Nical TB010-0607-2. World Bunker Magazine