

ASTM D943-20
Standard Test Method for Oxidation Characteristics of Inhibited Mineral Oils
Standard test method D943 covers the evaluation of the oxidation stability of inhibited steam-turbine oils in the presence of oxygen, water, and metals such as copper and iron at an elevated temperature typically 95 °C. D943 is suitable for samples of up to 10000 h.
D943 can be applied to other oils like for example hydraulic and circulating oils having an specific gravity less than water and containing rust and oxidation inhibitors.
Lubricants and steam-turbine oils in their role to provide efficient lubrication and protection of engines against wear, work in conditions that are appropriate for oil degradation, insoluble sludge and varnish deposits formation, together with the undesirable oil thickening as the environments they operate are at high temperatures. At these operating conditions the measurement and control of oxidation stability of the oil is crucial as is the viscosity of the oil. A precise and reliable determination of these properties and of the ability to determine the useful lifetime is provided by ASTM D0943 and D4310. They constitute a valuable tool to extend the service life of the oils and reduce operational costs as oxidation also leads to the formation of corrosive acidic products.
Referenced Documents
ASTM Standards:
A510 Specification for General Requirements for Wire Rods and Coarse Round Wire, Carbon Steel
B1 Specifications for Hard-Drawn Copper Wire
D664 Test Method for Acid Number of Petroleum Products by Potentiometric Titration
D1193 Specification for Reagent Water
D3244 Practice for Utilization of Test Data to Determine Conformance with Specifications
D3339 Test Method for Acid Number of Petroleum Products by Semi-Micro Color Indicator Titration
D4057 Practice for Manual Sampling of Petroleum and Petroleum Products
D4310 Test Method for Determination of Sludging and Corrosion Tendencies of Inhibited Mineral Oils
D5770 Test Method for Semiquantitative Micro Determination of Acid Number of Lubricating Oils During Oxidation Testing
E1 Specifications for ASTM Liquid-in-Glass Thermometers
Energy Institute Standards:
Specifications for IP Standard Thermometers
British Standards:
BS 1829
Summary of Test Method
The determination of the oil life time is obtained when an oil sample is contacted with oxygen in the presence of water and an iron-copper catalyst at a temperature of 95°C. The test continues until the measured acid number of the oil is at least 2.0 mg KOH/g. The number of test hours required for the oil to reach 2.0 mg KOH/g is the “oxidation lifetime.”
Significance and Use
This test method is widely used for specification purposes and is considered of value in estimating the oxidation stability of lubricants, especially those that are prone to water contamination. It should be recognized, however, that correlation between results of this method and the oxidation stability of a lubricant in field service may vary markedly with field service conditions and with various lubricants. The precision statement for this method was determined on steam turbine oils.
NOTE 1—During the course of testing a lubricant by this method, other signs of deterioration, such as sludge formation or catalyst coil corrosion, may appear that are not reflected in the calculated oxidation lifetime. The Test Method D4310 has been developed to determine the sludging and corrosion tendencies of inhibited mineral oils.
Apparatus
There is a wide range of instruments from conventional heated liquid baths to heated tube baths and solid aluminum blocks for the oxidation stability studies.
Typical Apparatus:
Consists of a thermostatically controlled to ±0.2 °C heating bath, an oxidation cell and accessories. See D943 for more details.
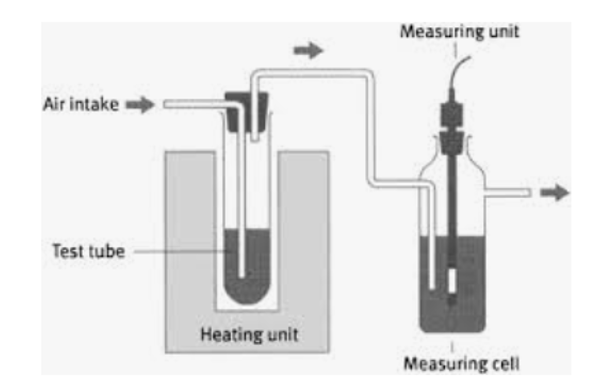
Figure 1. Diagram of a Manual Oxidation Stability Apparatus
There are many manufacturers of these cold properties instruments in many cases combined with cloud point D2500, D7689, Pour Point of Crude Oils D5853 among others. Figure 2 below shows a typical semiautomatic arrangement of these instruments from Nordexp and an automatic version from Tanaka in fig. 3.

Figure 2. Oxidation Stability Tube Heating Bath for all Test Methods

Figure 3. Heated Liquid Bath for Oxidation Stability Tests
Reagents and Materials
Reagent Water Type II of Specification D1193
n-Heptane, reagent grade.
(Warning—Flammable. Harmful if inhaled.)
Acetone, clean commercial or reagent grade.
(Warning—Extremely flammable.)
Isopropyl Alcohol, reagent grade.
(Warning— Flammable.)
Hydrochloric Acid, concentrated [36 mass % (relative density 1.19)].
(Warning—Toxic and corrosive.).
Oxygen, 99.5 % minimum purity, with pressure adequate to maintain a constant flow of gas through the apparatus. The use of a two-stage pressure regulator on tank oxygen is recommended.
(Warning—Vigorously accelerates combustion.)
Cleaning Reagent, cleaning by a 24–h soak at room temperature either in Nochromix7
(Warning—Corrosive. Health Hazard.) or in Micro solution.
Sampling
Samples for this test can come from tanks, drums, small containers, or even operating equipment. Therefore, use the applicable apparatus and techniques described in Practice D4057. See section 7 of D943 for details.
Preparation of Apparatus
Prepare and clean the catalyst coil, glassware, sampling tubing according to instructions in section 8 of D943 standard method.
Procedure
Adjustment of heating bath temperatures, fill the oxidation test tube with 300 mL of the analyzing sample to the graduation mark. Place the catalyst coil right at the exit of the oxygen delivery flow. Proceed following the manufacturer’s instruction and strictly adhere to section 9 of method D943.
Calculation
Calculate the hours to 2.0 mg KOH/g acid number (oxidation lifetime) H, as follows:
H 5 A + [(2.0 – C)/(D – C)] x (B – A)
where:
A = number of test hours when acid number was last measured below 2.0,
B = number of test hours when acid number was measured above 2.0,
C = acid number at A hours, and
D = acid number at B hours.
Report
Report the calculated hours to 2.0 mg KOH/g acid number (oxidation lifetime).
If the acid number is still below 2.0 mg KOH/g after 10000 hours, the test shall be terminated. Since the oxidation lifetime is limited to 10000 h, report the test life and acid number as > 10000 h (AN=x.xx).
Precision and Bias
The precision of this procedure as determined by the statistical examination of the interlaboratory test results using liquid-in-glass thermometers is as follows:
Repeatability—The difference between results obtained on the same day by the same operator with the same apparatus under constant operating conditions on identical test material, would in the long run, with normal and correct operation of the test method, exceed the following value only in one case in twenty.
0.192 x X
Where:
X = denotes mean value
Reproducibility—The difference between two single and independent results obtained by different operators working in different laboratories on identical test material, would in the long run, in the normal and correct operation of the test method, exceed the values indicated by the formula only in one case in 20:
0.332 x X
where:
X = is the mean value
NOTE——Reproducibility with Duplicate Tests—If two successive tests are performed by each operator in 12.1.2, the difference between the averages of the two sets of results from the tests would exceed the following values in one case in 20:
0.302 x¯
where: x¯ = denotes the mean value of the averaged results from the two laboratories.
If more than two results are obtained by one or both of the laboratories, reproducibility can be calculated as indicated in section 4.4 of Practice D3244

