



ERAVAP ONLINE
Real-time precise vapor pressure measurement on the pipe.
- Real-time on-pipe vapor pressure measurement for different operation weathers and environments
- High precision and reliability, integrated with process control systems
- Robust design for industrial applications
- Automated sampling and data logging
- Meets different standards
eStore
You May Also Like
-

2x Sample conditioning base unit for gasoline and LPG; with self cleaning bypass
-

AgDDI - Silver Digital Detection Imaging
-

Automated Mini Pour / Cloud Point Tester
-

CuDDI – Copper Digital Detection Imaging
-

ERADENS X
-

ERAFLASH
-
Eravap Online - Installation, training, calibration, service, repair - hourly ra
-
Insert for converting 1 aluminum block bath pressure vessel hole
-
Insert for converting 1 aluminum block pressure vessel hole
-
Insulating Sponge Cover
-
IPC for ERAVAP ONLINE
-

Kalrez O-ring for pressure sensor
-

Metal Weight
-

nPentane - 1 L bottle: n-Pentane is primarily used for RVP Calibration Standards per ASTM D5191, D63
-

O-Ring
-

PAMAS S40 GO
-

Pentane - 6 x 1L
-
Power Board ERAVAP ONLINE
-
QC Bottle, 500mL
-
Rack for mounting of ERAVAP ONLIN
-
Repl. Socket joint 90 glass tube
-
Replacement Glass Stem
-

Replacement O rings for Pipette
-

Replacment Filter Kit
-
Split Sleeves for D130
-

Test Jar for CFPP
Tags
Features
 ERAVAP ON-LINE is fully compliant with ASTM D1267, ASTM D323, ASTM D4814, ASTM D4953, ASTM D5188, ASTM D5190, ASTM D5191, ASTM D6377, ASTM D6378, ASTM D6897, ASTM D910, providing both standard method and refined methodology.
ERAVAP ON-LINE is fully compliant with ASTM D1267, ASTM D323, ASTM D4814, ASTM D4953, ASTM D5188, ASTM D5190, ASTM D5191, ASTM D6377, ASTM D6378, ASTM D6897, ASTM D910, providing both standard method and refined methodology. All eralytics analyzers use an intuitive menu structure that is easy to navigate. Samples need no prior preparation and measurements are done fully automated.
All eralytics analyzers use an intuitive menu structure that is easy to navigate. Samples need no prior preparation and measurements are done fully automated. A direct out-of-the-box connection to LIMS (Laboratory Information Management System) is established with a standard Ethernet cable.No extra software or PC are necessary.
A direct out-of-the-box connection to LIMS (Laboratory Information Management System) is established with a standard Ethernet cable.No extra software or PC are necessary. The small footprint of the eralytics instruments makes them the first choice for use in the lab and on-site.
The small footprint of the eralytics instruments makes them the first choice for use in the lab and on-site. All Eralytics analyzer results are displayed immediately after the test on their large and user-friendly color touch screen.
All Eralytics analyzer results are displayed immediately after the test on their large and user-friendly color touch screen. The outstanding precision of the ERAVAP ONLINE is the result of combining the innovative measurement cell design with a choice of cutting-edge instrument parts. Among those count a self-lubricating piston drive, a built-in shaker motor and state-of-the-art solenoid valves that prevent cross contamination between samples. The ERAVAP ONLINE instrument clearly outperforms the standard methods in terms of repeatability and reproducibility. (r = 0.3 kPa, R = 0.7 kPa).
The outstanding precision of the ERAVAP ONLINE is the result of combining the innovative measurement cell design with a choice of cutting-edge instrument parts. Among those count a self-lubricating piston drive, a built-in shaker motor and state-of-the-art solenoid valves that prevent cross contamination between samples. The ERAVAP ONLINE instrument clearly outperforms the standard methods in terms of repeatability and reproducibility. (r = 0.3 kPa, R = 0.7 kPa).Crude Oil Application
Measuring Crude Oil Vapor Pressure On Line precisely and reliably.
The determination of the vapor pressure in crude oils and petroleum products is without doubts one of the most important parameters in the initial process of evaluating and characterizing these hydrocarbons. It is important not only for establishing the best route for their refining strategic program but also for determining the hazards associated with their transportation especially by rail.
Many cases have been reported of safety concerns and serious accidents due to improper procedures, uncertainty and errors in the determination of vapor pressures in hydrocarbons.
To properly establish the mechanisms for its safe transportation Environmental Policies and Federal Regulations are more and more stringent demanding continuous monitoring of this physical property.
Crude Oil blending operations respond to the need to facilitate oil transportation together with addressing the safety concerns of their transportation; to bring the final product into specifications especially for optimum refining operations and in general to optimize their commercial value. Reid Vapor Pressure (RVP) is the most common property used to monitor and control these operations. Although regulations change depending on territory and products, The State of North Dakota for instance issued a rule limiting the RVP of Bakken Oil for transporting by rail to less 13.7 psi.
In addition to regulations set forward by environmental agencies and stakeholders, risks associated with asset protection such as from pump cavitation and risk to floating roof tanks is also a consideration.
On May 1st 2015 the U.S. Department of Transportation (DOT) issued its final Crude-by-rail rule, effective July 1st 2015, that mandates more stringent standards for operational controls under 49 CFR B Chapter 1 Sub-chapter C Part 173. 49 CFR 173.41 addresses all sampling and testing programs for unrefined petroleum-based products. These materials must be properly classed and described as prescribed in §173.22. The regulation also specifies the frequency of sampling and testing, the sampling and testing methods, and the classification of the material under the HMR. Each person who offers a hazmat for transportation shall certify as prescribed by §172.204 that the material is offered in accordance with this subchapter.
In consequence, the characterization of crude oils, blends and other hazardous hydrocarbon materials demands for more controlled, reliable and rigorous analytical procedures.
TVP and VPCRx for Blending Operations of Crude Oils
Blending of C4 components into crude oils stocks has become an important profit driven process for many producers. Not only does this practice increase “followability” of heavier crude oils, but also increases the value of crude oils to a significant degree. By utilizing a relatively low cost blend stock such as butane, producers can create significant increased volumes and margin with ROI in less than a few months. Strict limits to blend ratios are typically defined by and agreed on between pipeline operators or between supplier/customer.
The analytical method used in most laboratories for certification of crude oil vapor pressure is ASTM D6377. This method reports a value that is equivalent to legacy ASTM methods such as ASTM D323, while reporting values with more precision and offering the ability to vary the vapor to liquid ratios used during testing. This ability is important as it has a great impact on the measured vapor pressure. The graphic below shows the increase of vapor pressure with smaller and smaller V/L ratios. Currently vapor pressure of crude oil is typically measured at a V/L ratio of 4. These measurements for example highly underestimate the pressure that can build up in a rail car which is typically filled to a V/L ratio of 0.1/1. Looking at floating roof tanks the situation gets even more extreme as the vapor pressure exponentially increases with decreasing V/L ratios. In the worst case the built up pressure inside a vessel exceeds the maximum safety pressure of it leading to a burst of the vessel with dramatic effects on the environment.
Consequently, the highest vapor pressure that can be reached for a given temperature will be measured at a V/L ratio of 0. This vapor pressure is called True Vapor Pressure (TVP) according to popular belief. Up till now, however, there is no official ASTM definition available.
Caused by the measurement procedure it is not possible to measure the vapor pressure at such a V/L ratio and therefore the TVP value is extrapolated from at least three different V/L ratio measurements at the same temperature. See below for a graph that shows the evolution of the vapor pressure at different V/L ratios and temperatures to get a feeling of the various influences on the vapor pressure result.
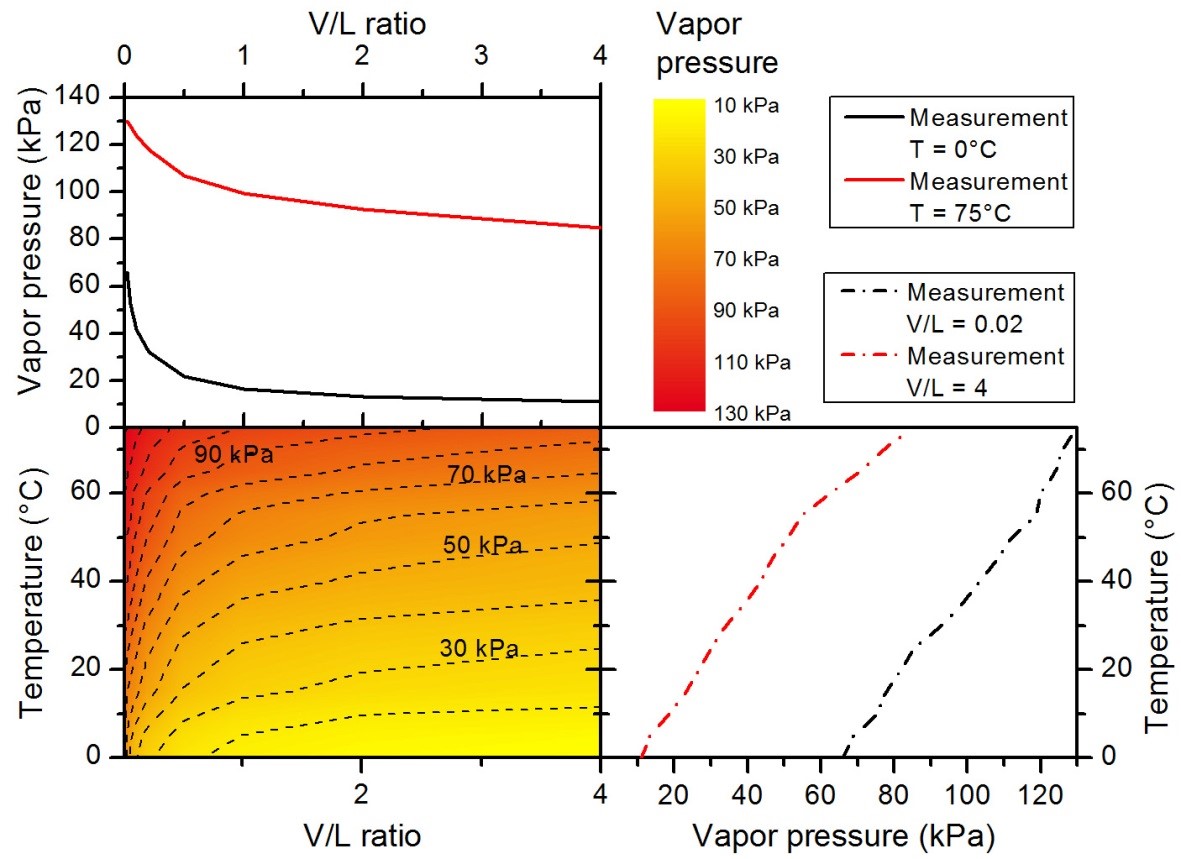
What can be seen is that the vapor pressure rises the smaller the V/L ratio gets and the higher the temperature is. The slope of V/L vs vapor pressure curve is mainly determined by high volatile compounds contained in the sample.
Therefore it is a necessity to run crude oil samples only from floating piston cylinder sampling devices that have been pressurized all the time or directly from the process using a sample conditioning system. Measuring non pressurized samples or samples that have been exposed to air might underestimate the real TVP value of the sample as small hydrocarbons will degas from the sample altering its composition. Most samples will then give a TVP reading close to atmospheric pressure.
The default V/L ratios that have proven to work very well with ERAVAP ONLINE are 0.05, 0.15, 0.5, 1 and 4. The sample is drawn into the measurement chamber only once and the measurement starts at the smallest V/L ratio. Expanding the head space by each measurement finally gives all the needed measurement values to calculate the TVP result. It is possible to reduce the number of measurement points to three speeding up the measurement procedure having only little effect on the measurement accuracy. In this case it is recommend to use V/L 0.05, 0.15 and 0.5 to achieve good TVP results.
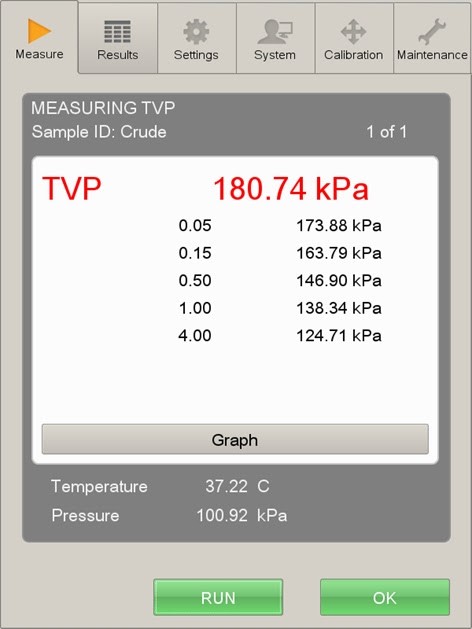
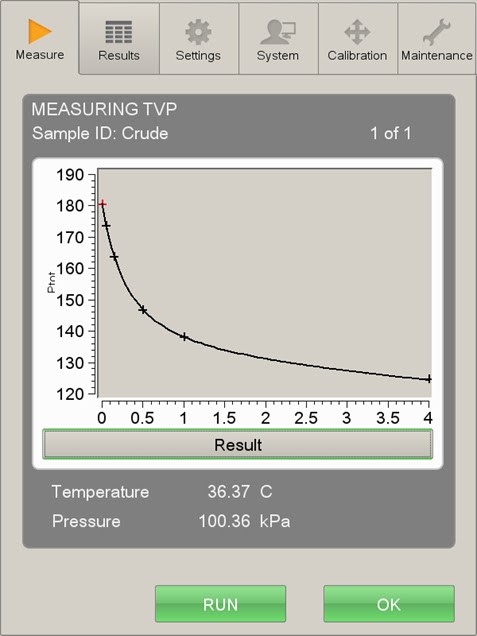
After the measurement the vapor pressures at all V/L ratios together with the TVP result are displayed.
Extrapolating data always heavily relies on accuracy and precision of the measurement data used for the extrapolation theses parameters are more important than ever. ERAVAP Online performs at lab standards, fast, 24/7 and with minimum downtime during calibration, operation and preventive maintenance, due to its dual measurement cells. Its Piston-based measurement principle does not require an external vacuum pump. The built in sensors play an important role in the instrument stability rendering values of Repeatability of 0.3 kPa and Reproducibility of 0.7 kPa and a pressure resolution of 0.01 kPa possible for real life samples. This clearly shows the advantage over current standard methods. By having an instrument with this precision and performance it is possible to optimize blending operations not only in terms of product quality but also in the economy of the process as it allows for great savings reducing the quality giveaways.
ERAVAP Online fully complies with ASTM Standards D6377, D6378 and D6897. It also provides excellent correlation to other methods like D323, D5188, D5191 and EN 13016. ERAVAP Online, provides for up to eight control charts to monitor sample quality. All with the signification advantage of running reference referee ASTM methodologies for the upmost confidence in values.
Due to its active participation and collaboration with COQA and CCTQA associations ERALYTICS the manufacturer of ERAVAP Online contributes to the continuous improvement of measuring procedures, maximizing the safety of crude oil transportation.
Gasoline Blending
Measuring Gasoline Reid Vapor Pressure On-Line:
An essential and reliable tool to increase profits in Gasoline Blending Operations.
J. Ayala and A. Mendez Ayalytical Instruments Inc.
2787 W Fulton Street, Chicago IL 60612 USA
INTRODUCTION
The determination of the Reid Vapor Pressure (RVP) in finished gasoline and other fossil fuels is without a doubt the starting point in their product characterization1. Finished gasolines are products blended from a series of fractions that range from straight distillates, ethanol, and other oxygenates to streams from different catalytic conversion processes. This complex yet fundamental refinery operation is illustrated in Figure 1.
Refiners are faced with an enormous challenge, especially in on-line blending operations, as they must observe the different quality grades to comply with federal regulations. Additionally, they must also observe seasonal specifications, keeping in focus the optimum use of the components to increase profitability in terms of produced volumes and avoid unnecessary quality giveaways. These giveaways can represent an average figure of around 0.5 US$/barrel, which can surmount to a loss of hundreds of millions of dollars per year for producers. In terms of octane numbers, if the specification is set to 87.0, then 0.1 octane giveaway represents approximately 1,000,000 US$ for every 100,000 barrels of crude oil processed. Considering the competitive nature and narrow margins of the refinery business, this can easily translate to bankruptcy for the company.
In short, the greater refiners’ blending flexibility, the greater the profitability of their commercializing strategies. To illustrate the importance of RVP in gasoline blending economics, refiners aim at producing the optimum RVP value without going outside specifications. When blended with gasoline, a barrel of n-butane that costs US$ 7/barrel can be sold for 25$/barrel. This $18 profit makes the blending process absolutely critical in optimizing refinery operations.
However, another important factor not to be overlooked in terms of profitability is the reliability of the analytical equipment used in determining quality parameters. Nowadays, in-line blending is a computer-controlled process that monitors not only the final properties of the gasoline, but also the stock inventories and their respective physical properties. Many of these quality parameters fail to display a linear behavior, so when operators are limited to Linear Programming models to produce maximum final volumes of products, results are less than ideal. Any adjustments to the operations to avoid losses must then also be performed spontaneously, taxing operators as speed and accuracy of analyses are stressed

Figure 1. The Gasoline Blending Process
In attempts to increase the butane concentration to maximize the final volume of blended gasoline, the refiner also faces an additional challenge in incorporating compressed gases into liquid mixtures. RVP measurements2 and the advantages of ERAVAP ONLINE in gasoline blending deserve special consideration in this process.
LIQUEFIED GASES INTO LIQUID FUEL BLENDING PROCESS
While a simple process theoretically, introducing LPG’s into a liquid fuels requires some imperative considerations. First among these is that the downstream process or storage is not designed for gaseous fuels. Therefore, a system which allows straight LPG’s to slip through will produce environmental and safety consequences. Floating roofs, flares, vapor recovery systems, and mechanical vents are all typically incapable of handling even moderate amounts of Petroleum Gas.
Flow measurement errors and other inaccuracies can produce significant volumes of products off-specification. A blend system should ensure a rapid homogenization both to prevent downstream phase separation and to provide for a representative sample to the analyzers. Just a few steps are required to ensure the LPGs remain in their liquid state.
First, an LPG transfer pump is essential. It is common to use positive displacement pumps of the sliding vane type to transfer LPG’s. However, the vacuum capabilities of such pumps can produce a phase change in these gases, which may not return to a liquid state prior to injection. Further, cavitation created vibrations can wreak havoc on the downstream piping and instruments. To solve this problem, operators can either carefully monitor the pump’s vacuum level and manipulate the pump speed, or, more ideally, the system can employ a centrifugal pump, such as a vertical turbine, which has limited vacuum characteristics.
Second, the use of a Coriolis mass flowmeter for measuring the LPG is a given. These meters provide crucial density information, which is used by the control system to detect the gaseous phase. The control system is then directed to perform a corrective action, as needed. To avoid vapor lock conditions, the blend system should include an automated valve to direct the gaseous LPG from the injection point back to the storage tank through a vapor line.
Once the liquid phase is assured in the transfer line, flow control valves are used to proportion the LPG. The system may use two valves in parallel to allow for 100:1 turn down ratios, if required. This allows each valve to operate within the 10:1 range, ensuring maximum precision. Placement of one or two automated ball valves prior to entry into the liquid fuel or crude line eliminates the threat of bleeding.
Next, the system must produce a homogenous mechanical bond with the liquid fuel prior to being exposed to the reduced pressures found downstream. A simple and low cost static mixer is most common for producing this bond, however, these mixers have limitations in the form of both a pressure drop as well as a minimum velocity requirement. In this case, the use of a jet mixer is ideal. Jet mixers utilize recirculation pumps, drawing fluid from downstream and returning it upstream through a mixing nozzle. The mixing nozzle creates enough turbulence to ensure the homogeneity necessary for the bond.
Once the blended product is free of gas, it can be analyzed for conformance to the desired vapor pressure. The blend system requires a fast loop that extracts the product through a quill and delivers it to the analyzer. If a jet mixer is used, then this is used as the fast loop. Otherwise an additional pump extracts the blended product, delivering it to the analyzer through a swirl filter and pressure-reducing regulator.
With a homogenous single phase product and a representative sample, targeting a specific RVP requires a time-consuming, multi-step mathematical procedure. Estimations of the final vapor pressure are conventionally calculated according to formulas detailed in any number of studies3.
The use of an RVP analyzer simplifies and hastens the entire gasoline blending process. The analyzer removes the necessity for prolonged conventional modeling; the automated control system easily and accurately calculates the blend ratio by first targeting a value of 75% of the desired pressure, with the final value being the sum of the RVPs of the LPG and Gasoline multiplied by the respected mass ratio.
Once the resultant blend is analyzed, the LPG is gradually increased to achieve the target RVP. Each step change in the LPG proportion is determined by measuring the effect of the previous step’s change’s on the RVP. These step changes are limited by the control system to ensure that the blended vapor pressure never exceeds the proposed limit.

Figure 2. ERAVAP Online, available through Ayalytical Instruments
Refiners adhere to a general understanding that online blending operations are less risky when they can be performed quickly and in small batches. The ERAVAP ONLINE vapor pressure analyzer, shown in Figure 2, is an RVP analyzer available through Ayalytical Instruments that not only reduces blending operation risks, but increases measurement accuracy. ERAVAP ONLINE, with its fast, reliable results, ensures in spec gasoline blendstocks4, allowing for rapid production at a fraction of the cost.
Inaccurate flow measurements and unreliable RVP determinations among other important quality parameters cause the product to be segregated in Off-Specifications tanks demanding cost intensive hours to upgrade it.
This vapor pressure analyzer guarantees compliance with the EPA 40 CFR 80 D protocol for Tier III Reformulated Gasoline that establishes the RVP parameter, in Section 80.27, to be evaluated by a highly stable, precise, and accurate instrument. ERAVAP ONLINE easily meets this performance-based measurement criteria for precision and accuracy.
EXPERIMENTAL RESULTS
The stability of ERAVAP ONLINE is illustrated in Figure 3, which displays the results after an FAT over 180 continuous measurements for a period of 1.5 days.

Figure 3. FAT ERAVAP ONLINE Data dispersion
Figure 3 illustrates that all experimental values fall within two standard deviations for all replications. The rest of the parameters outlined via D6378 are listed in Table 1 below. ERAVAPPP results are clearly within the recommended instrument specifications stated in D6378.
|
|
Pabs |
Ptot |
DVP (ASTM) |
DVP (EPA) |
|
ASTM D6378 Average (psi) |
15.56 |
16.02 |
15.41 |
15.54 |
|
STDEV |
0.015 |
0.038 |
0.02 |
0.02 |
|
%RSD |
0.10 |
0.24 |
0.104 |
0.104 |
Table 1. ASTM D6378 specifications
CONCLUSIONS
ERAVAP ONLINE is an innovative, reliable, versatile and easy to operate RVP-testing instrument that reduces manual labor and error while increasing efficiency and profitability. Its triple expansion, hot swappable cells are stable and effortlessly configurable. The instrument is fully controllable via Modbus (TCP or RTU) or Touch Display for convenient remote or on-site operation. Furthermore, ERAVAP ONLINE provides for maximum productivity, allowing operators to simultaneously manage three streams, view eight control charts, and analyze 10 samples per hour.
ERAVAP ONLINE is designed to process crude oils and all types of fuels. Fully ATEX certified, it guarantees full compliance with ASTM StandardsD6377, D6378, and D6897, and is versatile enough to correlate with standards D323, D5188, D5191, and EN 13016.
The durable design of ERAVAP ONLINE satisfies the demands of fast-paced laboratories, with continuous 24/7 operation and minimal downtime during calibration, operation, and preventive maintenance. Its Piston-based measurement principle negates the need for an external vacuum pump, thereby eliminating associated vapor lock issues. The built-in sensors render astounding repeatability values within 0.3 kPa and reproducibility within 0.7 kPa at a pressure resolution of 0.01 kPa, providing a distinct advantage over conventional standard methods. The enhanced precision and accuracy of ERAVAP ONLINE optimizes blending operations by reducing quality giveaways, thereby increasing refiner profits.
REFERENCES
1. ASTM D6378 Annual Bok of Standards Vol. 05.03 January 2016
2. ASTM D6897 Annual Book of Standards vol. 05.03 January 2016
3 .W. E. Stewart, “Predict RVP of Blends Accurately,” Petroleum Refiner (now Hydrocarbon Processing), Vol. 38, No. 6, June 1959, pp. 231 – 234.
3. G. Potten. The Art of Blending. Accuracy and Efficiency. Nical TB010-0607-2. World Bunker Magazine
Downloads
Download our brochure for more details
Introducing the ERAVAP Online: Advanced fully automated, online vapor pressure testing for consistent and reliable analysis
The ERAVAP-Online is a highly precise, fully automated Reid Vapor Pressure (RVP) and Dry Vapor Pressure Equivalent (DVPE) online system. The premier versatile solution for RVP products ranging from fuels to aqueous solutions in pumping systems. The ERAVAP-Online's precision ensures reliable volatility specification in compliance testing, refining stream quality follow-up, fuel blending, and a wide variety of research applications.
This device is designed for high volume and constant analysis of fuel or crude oil RVP and is fully automated, with completely minimized operator interactivity.
Using multiple sample streams, the online unit maximizes measurement analysis for extremely fast and reliable testing.
This device is fully compliant with ASTM D5188, D5191, D6377, D6378, and EN 13016 making it the ideal unit for large-scale operations.
Applications of the ERAVAP Online Include:
Gasoline performance analysis
Emission regulations compliance
Seasonal vapor lock avoidance
Nature of refinery feedstocks
Key Measuring Parameters:
Volatility: DVPE/RVPE measurement describing volatility profile
Pressure Distribution: Gas (Pgas), absolute (Pabs), and total (Ptot) pressure measurements for each sample
Vaporization Tendency: V/L ratio gives insight into the tendency of fuel to vaporize in an engine
The ERAVAP Online is backed by a comprehensive 1-year warranty, with an option to extend coverage for an additional year upon compliance with the manufacturer’s terms.
For more information or to request a quote, please click here.
For other related devices see the ERAVAP-DENS or ERAFLASH.
Crude Oil Application
Measuring Crude Oil Vapor Pressure On Line precisely and reliably.
The determination of the vapor pressure in crude oils and petroleum products is without doubts one of the most important parameters in the initial process of evaluating and characterizing these hydrocarbons. It is important not only for establishing the best route for their refining strategic program but also for determining the hazards associated with their transportation especially by rail.
Many cases have been reported of safety concerns and serious accidents due to improper procedures, uncertainty and errors in the determination of vapor pressures in hydrocarbons.
To properly establish the mechanisms for its safe transportation Environmental Policies and Federal Regulations are more and more stringent demanding continuous monitoring of this physical property.
Crude Oil blending operations respond to the need to facilitate oil transportation together with addressing the safety concerns of their transportation; to bring the final product into specifications especially for optimum refining operations and in general to optimize their commercial value. Reid Vapor Pressure (RVP) is the most common property used to monitor and control these operations. Although regulations change depending on territory and products, The State of North Dakota for instance issued a rule limiting the RVP of Bakken Oil for transporting by rail to less 13.7 psi.
In addition to regulations set forward by environmental agencies and stakeholders, risks associated with asset protection such as from pump cavitation and risk to floating roof tanks is also a consideration.
On May 1st 2015 the U.S. Department of Transportation (DOT) issued its final Crude-by-rail rule, effective July 1st 2015, that mandates more stringent standards for operational controls under 49 CFR B Chapter 1 Sub-chapter C Part 173. 49 CFR 173.41 addresses all sampling and testing programs for unrefined petroleum-based products. These materials must be properly classed and described as prescribed in §173.22. The regulation also specifies the frequency of sampling and testing, the sampling and testing methods, and the classification of the material under the HMR. Each person who offers a hazmat for transportation shall certify as prescribed by §172.204 that the material is offered in accordance with this subchapter.
In consequence, the characterization of crude oils, blends and other hazardous hydrocarbon materials demands for more controlled, reliable and rigorous analytical procedures.
TVP and VPCRx for Blending Operations of Crude Oils
Blending of C4 components into crude oils stocks has become an important profit driven process for many producers. Not only does this practice increase “followability” of heavier crude oils, but also increases the value of crude oils to a significant degree. By utilizing a relatively low cost blend stock such as butane, producers can create significant increased volumes and margin with ROI in less than a few months. Strict limits to blend ratios are typically defined by and agreed on between pipeline operators or between supplier/customer.
The analytical method used in most laboratories for certification of crude oil vapor pressure is ASTM D6377. This method reports a value that is equivalent to legacy ASTM methods such as ASTM D323, while reporting values with more precision and offering the ability to vary the vapor to liquid ratios used during testing. This ability is important as it has a great impact on the measured vapor pressure. The graphic below shows the increase of vapor pressure with smaller and smaller V/L ratios. Currently vapor pressure of crude oil is typically measured at a V/L ratio of 4. These measurements for example highly underestimate the pressure that can build up in a rail car which is typically filled to a V/L ratio of 0.1/1. Looking at floating roof tanks the situation gets even more extreme as the vapor pressure exponentially increases with decreasing V/L ratios. In the worst case the built up pressure inside a vessel exceeds the maximum safety pressure of it leading to a burst of the vessel with dramatic effects on the environment.
Consequently, the highest vapor pressure that can be reached for a given temperature will be measured at a V/L ratio of 0. This vapor pressure is called True Vapor Pressure (TVP) according to popular belief. Up till now, however, there is no official ASTM definition available.
Caused by the measurement procedure it is not possible to measure the vapor pressure at such a V/L ratio and therefore the TVP value is extrapolated from at least three different V/L ratio measurements at the same temperature. See below for a graph that shows the evolution of the vapor pressure at different V/L ratios and temperatures to get a feeling of the various influences on the vapor pressure result.
What can be seen is that the vapor pressure rises the smaller the V/L ratio gets and the higher the temperature is. The slope of V/L vs vapor pressure curve is mainly determined by high volatile compounds contained in the sample.
Therefore it is a necessity to run crude oil samples only from floating piston cylinder sampling devices that have been pressurized all the time or directly from the process using a sample conditioning system. Measuring non pressurized samples or samples that have been exposed to air might underestimate the real TVP value of the sample as small hydrocarbons will degas from the sample altering its composition. Most samples will then give a TVP reading close to atmospheric pressure.
The default V/L ratios that have proven to work very well with ERAVAP ONLINE are 0.05, 0.15, 0.5, 1 and 4. The sample is drawn into the measurement chamber only once and the measurement starts at the smallest V/L ratio. Expanding the head space by each measurement finally gives all the needed measurement values to calculate the TVP result. It is possible to reduce the number of measurement points to three speeding up the measurement procedure having only little effect on the measurement accuracy. In this case it is recommend to use V/L 0.05, 0.15 and 0.5 to achieve good TVP results.
After the measurement the vapor pressures at all V/L ratios together with the TVP result are displayed.
Extrapolating data always heavily relies on accuracy and precision of the measurement data used for the extrapolation theses parameters are more important than ever. ERAVAP Online performs at lab standards, fast, 24/7 and with minimum downtime during calibration, operation and preventive maintenance, due to its dual measurement cells. Its Piston-based measurement principle does not require an external vacuum pump. The built in sensors play an important role in the instrument stability rendering values of Repeatability of 0.3 kPa and Reproducibility of 0.7 kPa and a pressure resolution of 0.01 kPa possible for real life samples. This clearly shows the advantage over current standard methods. By having an instrument with this precision and performance it is possible to optimize blending operations not only in terms of product quality but also in the economy of the process as it allows for great savings reducing the quality giveaways.
ERAVAP Online fully complies with ASTM Standards D6377, D6378 and D6897. It also provides excellent correlation to other methods like D323, D5188, D5191 and EN 13016. ERAVAP Online, provides for up to eight control charts to monitor sample quality. All with the signification advantage of running reference referee ASTM methodologies for the upmost confidence in values.
Due to its active participation and collaboration with COQA and CCTQA associations ERALYTICS the manufacturer of ERAVAP Online contributes to the continuous improvement of measuring procedures, maximizing the safety of crude oil transportation.
Gasoline Blending
Measuring Gasoline Reid Vapor Pressure On-Line:
An essential and reliable tool to increase profits in Gasoline Blending Operations.
J. Ayala and A. Mendez Ayalytical Instruments Inc.
2787 W Fulton Street, Chicago IL 60612 USA
INTRODUCTION
The determination of the Reid Vapor Pressure (RVP) in finished gasoline and other fossil fuels is without a doubt the starting point in their product characterization1. Finished gasolines are products blended from a series of fractions that range from straight distillates, ethanol, and other oxygenates to streams from different catalytic conversion processes. This complex yet fundamental refinery operation is illustrated in Figure 1.
Refiners are faced with an enormous challenge, especially in on-line blending operations, as they must observe the different quality grades to comply with federal regulations. Additionally, they must also observe seasonal specifications, keeping in focus the optimum use of the components to increase profitability in terms of produced volumes and avoid unnecessary quality giveaways. These giveaways can represent an average figure of around 0.5 US$/barrel, which can surmount to a loss of hundreds of millions of dollars per year for producers. In terms of octane numbers, if the specification is set to 87.0, then 0.1 octane giveaway represents approximately 1,000,000 US$ for every 100,000 barrels of crude oil processed. Considering the competitive nature and narrow margins of the refinery business, this can easily translate to bankruptcy for the company.
In short, the greater refiners’ blending flexibility, the greater the profitability of their commercializing strategies. To illustrate the importance of RVP in gasoline blending economics, refiners aim at producing the optimum RVP value without going outside specifications. When blended with gasoline, a barrel of n-butane that costs US$ 7/barrel can be sold for 25$/barrel. This $18 profit makes the blending process absolutely critical in optimizing refinery operations.
However, another important factor not to be overlooked in terms of profitability is the reliability of the analytical equipment used in determining quality parameters. Nowadays, in-line blending is a computer-controlled process that monitors not only the final properties of the gasoline, but also the stock inventories and their respective physical properties. Many of these quality parameters fail to display a linear behavior, so when operators are limited to Linear Programming models to produce maximum final volumes of products, results are less than ideal. Any adjustments to the operations to avoid losses must then also be performed spontaneously, taxing operators as speed and accuracy of analyses are stressed
Figure 1. The Gasoline Blending Process
In attempts to increase the butane concentration to maximize the final volume of blended gasoline, the refiner also faces an additional challenge in incorporating compressed gases into liquid mixtures. RVP measurements2 and the advantages of ERAVAP ONLINE in gasoline blending deserve special consideration in this process.
LIQUEFIED GASES INTO LIQUID FUEL BLENDING PROCESS
While a simple process theoretically, introducing LPG’s into a liquid fuels requires some imperative considerations. First among these is that the downstream process or storage is not designed for gaseous fuels. Therefore, a system which allows straight LPG’s to slip through will produce environmental and safety consequences. Floating roofs, flares, vapor recovery systems, and mechanical vents are all typically incapable of handling even moderate amounts of Petroleum Gas.
Flow measurement errors and other inaccuracies can produce significant volumes of products off-specification. A blend system should ensure a rapid homogenization both to prevent downstream phase separation and to provide for a representative sample to the analyzers. Just a few steps are required to ensure the LPGs remain in their liquid state.
First, an LPG transfer pump is essential. It is common to use positive displacement pumps of the sliding vane type to transfer LPG’s. However, the vacuum capabilities of such pumps can produce a phase change in these gases, which may not return to a liquid state prior to injection. Further, cavitation created vibrations can wreak havoc on the downstream piping and instruments. To solve this problem, operators can either carefully monitor the pump’s vacuum level and manipulate the pump speed, or, more ideally, the system can employ a centrifugal pump, such as a vertical turbine, which has limited vacuum characteristics.
Second, the use of a Coriolis mass flowmeter for measuring the LPG is a given. These meters provide crucial density information, which is used by the control system to detect the gaseous phase. The control system is then directed to perform a corrective action, as needed. To avoid vapor lock conditions, the blend system should include an automated valve to direct the gaseous LPG from the injection point back to the storage tank through a vapor line.
Once the liquid phase is assured in the transfer line, flow control valves are used to proportion the LPG. The system may use two valves in parallel to allow for 100:1 turn down ratios, if required. This allows each valve to operate within the 10:1 range, ensuring maximum precision. Placement of one or two automated ball valves prior to entry into the liquid fuel or crude line eliminates the threat of bleeding.
Next, the system must produce a homogenous mechanical bond with the liquid fuel prior to being exposed to the reduced pressures found downstream. A simple and low cost static mixer is most common for producing this bond, however, these mixers have limitations in the form of both a pressure drop as well as a minimum velocity requirement. In this case, the use of a jet mixer is ideal. Jet mixers utilize recirculation pumps, drawing fluid from downstream and returning it upstream through a mixing nozzle. The mixing nozzle creates enough turbulence to ensure the homogeneity necessary for the bond.
Once the blended product is free of gas, it can be analyzed for conformance to the desired vapor pressure. The blend system requires a fast loop that extracts the product through a quill and delivers it to the analyzer. If a jet mixer is used, then this is used as the fast loop. Otherwise an additional pump extracts the blended product, delivering it to the analyzer through a swirl filter and pressure-reducing regulator.
With a homogenous single phase product and a representative sample, targeting a specific RVP requires a time-consuming, multi-step mathematical procedure. Estimations of the final vapor pressure are conventionally calculated according to formulas detailed in any number of studies3.
The use of an RVP analyzer simplifies and hastens the entire gasoline blending process. The analyzer removes the necessity for prolonged conventional modeling; the automated control system easily and accurately calculates the blend ratio by first targeting a value of 75% of the desired pressure, with the final value being the sum of the RVPs of the LPG and Gasoline multiplied by the respected mass ratio.
Once the resultant blend is analyzed, the LPG is gradually increased to achieve the target RVP. Each step change in the LPG proportion is determined by measuring the effect of the previous step’s change’s on the RVP. These step changes are limited by the control system to ensure that the blended vapor pressure never exceeds the proposed limit.
Figure 2. ERAVAP Online, available through Ayalytical Instruments
Refiners adhere to a general understanding that online blending operations are less risky when they can be performed quickly and in small batches. The ERAVAP ONLINE vapor pressure analyzer, shown in Figure 2, is an RVP analyzer available through Ayalytical Instruments that not only reduces blending operation risks, but increases measurement accuracy. ERAVAP ONLINE, with its fast, reliable results, ensures in spec gasoline blendstocks4, allowing for rapid production at a fraction of the cost.
Inaccurate flow measurements and unreliable RVP determinations among other important quality parameters cause the product to be segregated in Off-Specifications tanks demanding cost intensive hours to upgrade it.
This vapor pressure analyzer guarantees compliance with the EPA 40 CFR 80 D protocol for Tier III Reformulated Gasoline that establishes the RVP parameter, in Section 80.27, to be evaluated by a highly stable, precise, and accurate instrument. ERAVAP ONLINE easily meets this performance-based measurement criteria for precision and accuracy.
EXPERIMENTAL RESULTS
The stability of ERAVAP ONLINE is illustrated in Figure 3, which displays the results after an FAT over 180 continuous measurements for a period of 1.5 days.
Figure 3. FAT ERAVAP ONLINE Data dispersion
Figure 3 illustrates that all experimental values fall within two standard deviations for all replications. The rest of the parameters outlined via D6378 are listed in Table 1 below. ERAVAPPP results are clearly within the recommended instrument specifications stated in D6378.
|
|
Pabs |
Ptot |
DVP (ASTM) |
DVP (EPA) |
|
ASTM D6378 Average (psi) |
15.56 |
16.02 |
15.41 |
15.54 |
|
STDEV |
0.015 |
0.038 |
0.02 |
0.02 |
|
%RSD |
0.10 |
0.24 |
0.104 |
0.104 |
Table 1. ASTM D6378 specifications
CONCLUSIONS
ERAVAP ONLINE is an innovative, reliable, versatile and easy to operate RVP-testing instrument that reduces manual labor and error while increasing efficiency and profitability. Its triple expansion, hot swappable cells are stable and effortlessly configurable. The instrument is fully controllable via Modbus (TCP or RTU) or Touch Display for convenient remote or on-site operation. Furthermore, ERAVAP ONLINE provides for maximum productivity, allowing operators to simultaneously manage three streams, view eight control charts, and analyze 10 samples per hour.
ERAVAP ONLINE is designed to process crude oils and all types of fuels. Fully ATEX certified, it guarantees full compliance with ASTM StandardsD6377, D6378, and D6897, and is versatile enough to correlate with standards D323, D5188, D5191, and EN 13016.
The durable design of ERAVAP ONLINE satisfies the demands of fast-paced laboratories, with continuous 24/7 operation and minimal downtime during calibration, operation, and preventive maintenance. Its Piston-based measurement principle negates the need for an external vacuum pump, thereby eliminating associated vapor lock issues. The built-in sensors render astounding repeatability values within 0.3 kPa and reproducibility within 0.7 kPa at a pressure resolution of 0.01 kPa, providing a distinct advantage over conventional standard methods. The enhanced precision and accuracy of ERAVAP ONLINE optimizes blending operations by reducing quality giveaways, thereby increasing refiner profits.
REFERENCES
1. ASTM D6378 Annual Bok of Standards Vol. 05.03 January 2016
2. ASTM D6897 Annual Book of Standards vol. 05.03 January 2016
3 .W. E. Stewart, “Predict RVP of Blends Accurately,” Petroleum Refiner (now Hydrocarbon Processing), Vol. 38, No. 6, June 1959, pp. 231 – 234.
3. G. Potten. The Art of Blending. Accuracy and Efficiency. Nical TB010-0607-2. World Bunker Magazine
Specs
Available Online Test MethodsASTM D6378, D6377, CCQTA version of ASTM D6377,
D5188, ASTM D5191, EN 13016, IP481, GOST 52340 (without air saturation)
Freely programmable methods
EPA/CARB/US Military & NATO reference methodsCorrelation to…ASTM D323, ASTM D1267, ASTM D2533, ASTM D4953, ASTM D5190, ASTM D5482, IP 394, IP 409, JIS K2258-2, SHT 0769, GOST 52340Measurement Temperature Range0 °C to 120 °C (32 °F to 248 °F)Temperature Stability0.01 °C (0.02 °F)Pressure RangeEP01-M: 0 kPa to 1 000 kPa (all applications, e.g. gasoline, crude oil, LPG)
Pressure Resolution0.01 kPa (0.0014 psi)Pressure Units (selectable)hPa, kPa, psi, mmHg, Torr, at, atmVapor / Liquid RatioVariable from 0.02/1 to 100/1PrecisionRepeatability: r = 0.3 kPa (0.044 psi)
Reproducibility: R = 0.7 kPa (0.102 psi)Cycle Time7 minutes (typically, depending on sample condition)Inlet StreamsUp to 4 inlet streams (sample, quality control, purging)ConnectionsAnalyzer inlet 1/8″ (gasoline, LPG) or 1/4″ (crude oil) compression fittings
Sample conditioning system and waste connection 1/2″ compression fittingsSample Volume1 mL (5 mL per rinsing cycle)Process Stream RequirementsAnalyzer: 200 kPa to 300 kPa (without sample conditioning system)
Sample conditioning system: 300 kPa to 7 000 kPa (min. flow 5.7 L/min)InterfacesModbus via Ethernet, optional RS232 / RS485
4x analog output (4 mA – 20 mA)
4x digital output (24 V, max. 500 mA per port)
4x digital input (24 V) Explosion ProofUL Type X or ATEX / IECEx purging system (purge gas Nitrogen)DisplayIndustry proven 15″ color touchscreenAutomated QC RoutineBuilt-in quality control trackingRCS Remote Control SoftwareWindows® software for remote control from safe areasAmbient Operating Temperature-10 °C – 45 °C (14 °F – 113 °F)Power requirements100 – 240 V AC, 50/60 Hz, 8 AmpDimensions / WeightAnalyzer: 800 x 700 x 320 mm (31.5 x 27.6 x 12.6 in) / 60 kg (187.4 lb)
Sample conditioning system (per stream): 300 x 850 x 150 mm (12 x 34 x 0.6 in) / 15 kg (33 lb)
















